

3D printing players, when you play LCD light curing 3D printing, are you often bothered by the horizontal lines of the printing model. In fact, the UV curable LCD printer is a printer with fairly high accuracy. When we encounter horizontal lines, we can try the following methods to solve the problem.

1. Select high-quality photosensitive resin.
Poor quality photosensitive resin not only makes printing products brittle, but also has unstable exposure effect and high failure rate. The following are some resin brands recommended by Mr. Ant for reference only.
If you want high-end resin, you can choose the original resin of Phrozen Prosen. The printing effect is quite stable.
The rigidity of ants in the cloud Antinsky is 8k, and the head carving of Goprint is a high-precision resin specially developed for players of current miniature models. The price is much lower than that of Phrozen Prosen, but the performance is basically the same.
If you want to get started, you can also choose the bio based resin that is easy to grow in ESUN. ESUN is currently the largest manufacturer of 3d printing consumables in China. Their bio based photosensitive resin is a biodegradable resin with high cost performance. If the player is not pursuing the ultimate printing accuracy, it is enough to buy ESUN easy to grow resin.
2. Check the screw rod and guide rail
If the screw rod and guide rail do not slide smoothly, grease the screw rod guide rail.
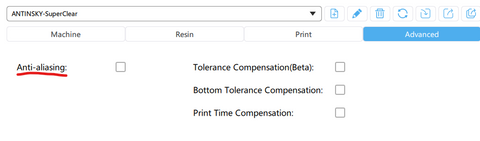
3. Turn off the anti aliasing function of the slice.
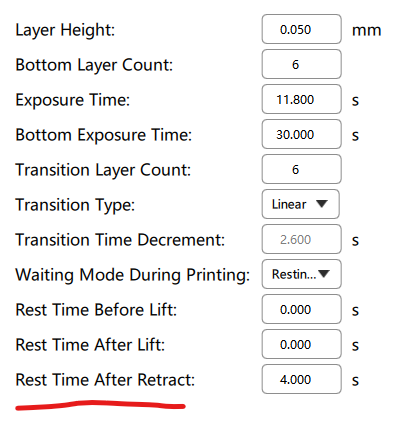
4. Adjust the return static time to more than 4S, and some models may be more than 5S.
5. Better release membrane NFEP or ACF with less release force
In order to save costs, most 3D printing manufacturers directly equip FEP release film when leaving the factory. The release force of FEP release membrane is relatively large, and the model will receive relatively large drawing force during the release process. The release force of release membrane NFEP and ACF decreased significantly. If you have high requirements for printing models or expect to improve the success rate of printing, you may want to change the release film to try.
6. Optimize exposure parameters
The exposure parameters recommended by the manufacturer are usually only for reference. The exposure parameters of different machines, different temperatures and different batches of resin may need to be adjusted accordingly. We recommend using the uvtools exposure testing tool to test the optimal exposure parameters and then print.
7. Posture adjustment.
In order to print faster, many friends usually choose a flat placement, but this placement has a large force surface and a large tension, which is not conducive to model forming. Generally, it is better to tilt a certain angle for printing.
8. If the above steps cannot be solved after operation, or the stripes are at a fixed height each time. Then you can try to recalibrate the z-axis. The method for calibrating the z-axis is as follows.